- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик








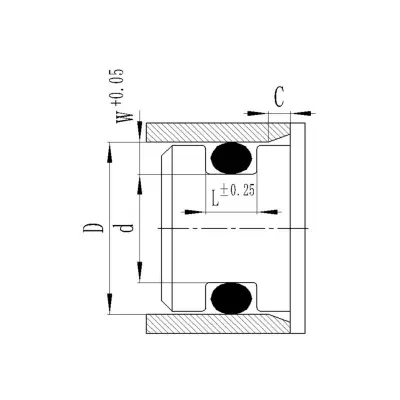
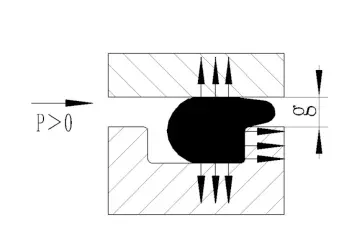
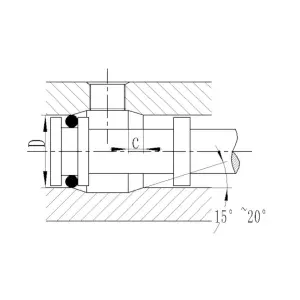
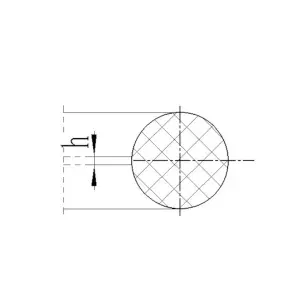
 내부 압력 : O- 링의 외경과 그루브 D의 외경은 기본적으로 1 ~ 3%이상이어야합니다.
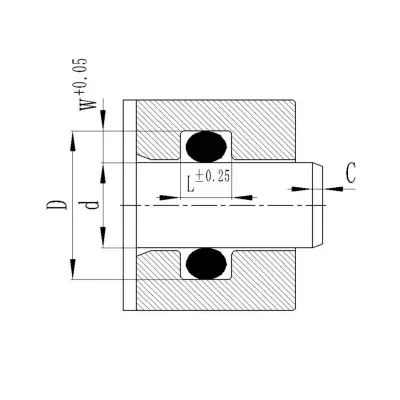
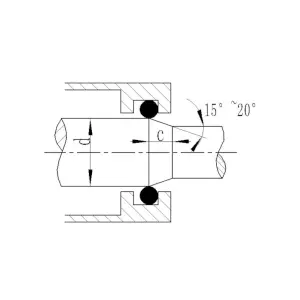
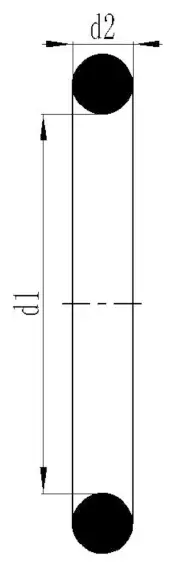
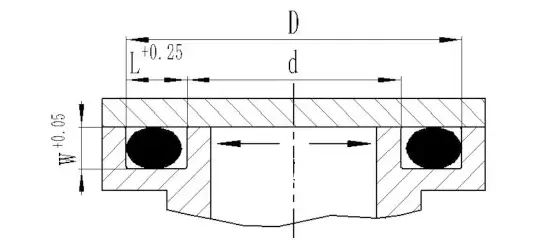
내부 압력 : O- 링의 외경과 그루브 D의 외경은 기본적으로 1 ~ 3%이상이어야합니다.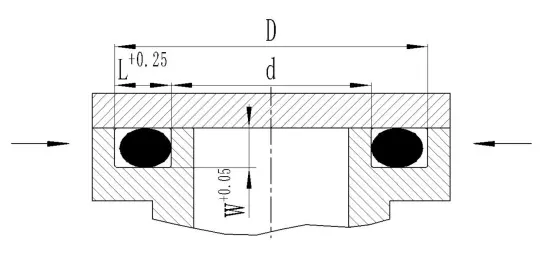 외부 압력 : O- 링의 내 직경은 그루브의 내 직경 D보다 가깝거나 약간 작아야하지만 6%미만이어야합니다.
외부 압력 : O- 링의 내 직경은 그루브의 내 직경 D보다 가깝거나 약간 작아야하지만 6%미만이어야합니다.